Relying on human inspection is the way things have been done in the factories for a long time. In industrial scale production this can become a very big and important job. Working in all kinds of industries we have found that the manufacturers have very different strategies and ambitions regarding the quality level.
Some producers rely on the customers to find the defects! This is unusual, but a very clear strategy. The producers just replace defective parts when requested. This may be ok for certain products, but not for critical products like medical devices.
When you upgrade from manual inspection and introduce automation, several issues must be considered. Typically, the personnel doing the inspection today have other tasks. It could be as simple as correcting mechanical problems with the transport of parts, or filling new components onto the hoppers, adjusting speed etc.
When JLI look at an automation project, we try to understand the process in depth. We look at all the jobs the staff are doing and try to understand what will happen when the system is installed. If the workflow is not sufficiently scrutinized this can lead to surprises when the process is automated. Who will take care of these sporadic events when the vision system is installed ? Maybe, if there are several lines, the person doing the inspection today may have time to overlook several lines and do other work in the area.
The primary job for the vision system is to look at the production and reject parts out of specifications. But sometimes the vision system can take statistical data from the inspection and for instance analyse the position of the parts as they enter the picture field. This can reveal increasing inaccurate positioning, which may be caused by equipment further up the line feeding the parts to the conveyor. There are many clues to the stability of the transportation that can be measured by the vision system.
The statistical package in the vision system can also keep track of the production and this can be used to find the difference in batches or suppliers of the components. If the surface is painted, the vision system can constantly analyse the color or density of paint and tell if this is drifting. By setting the sensitivity high small changes can be detected before the product get out of specifications. Trend graphs can display this clearly, and sometimes this information can be used to make a closed loop regulation so the vision system gives a signal to the painting equipment and make it apply more paint.
The number of processes that can be automated is significant if you look for it.
Trust the vision system
When the production normally makes 2 % defects and stay around that figure everything is fine.
When the reject rate falls or rises a typical reaction is that there is something wrong with the inspection, and someone with little experience with the production may even try to adjust the vision system. But it is more likely that the production is either running very well or going downhill.
The vision system has a lot of build in self-checking, and it will tell you if something is wrong. The design is failsafe, and it will reject continuously if the internal checks find a problem. The reject logic should also be designed so that loss of power will reject all. This is standard in all critical productions like medical devices.
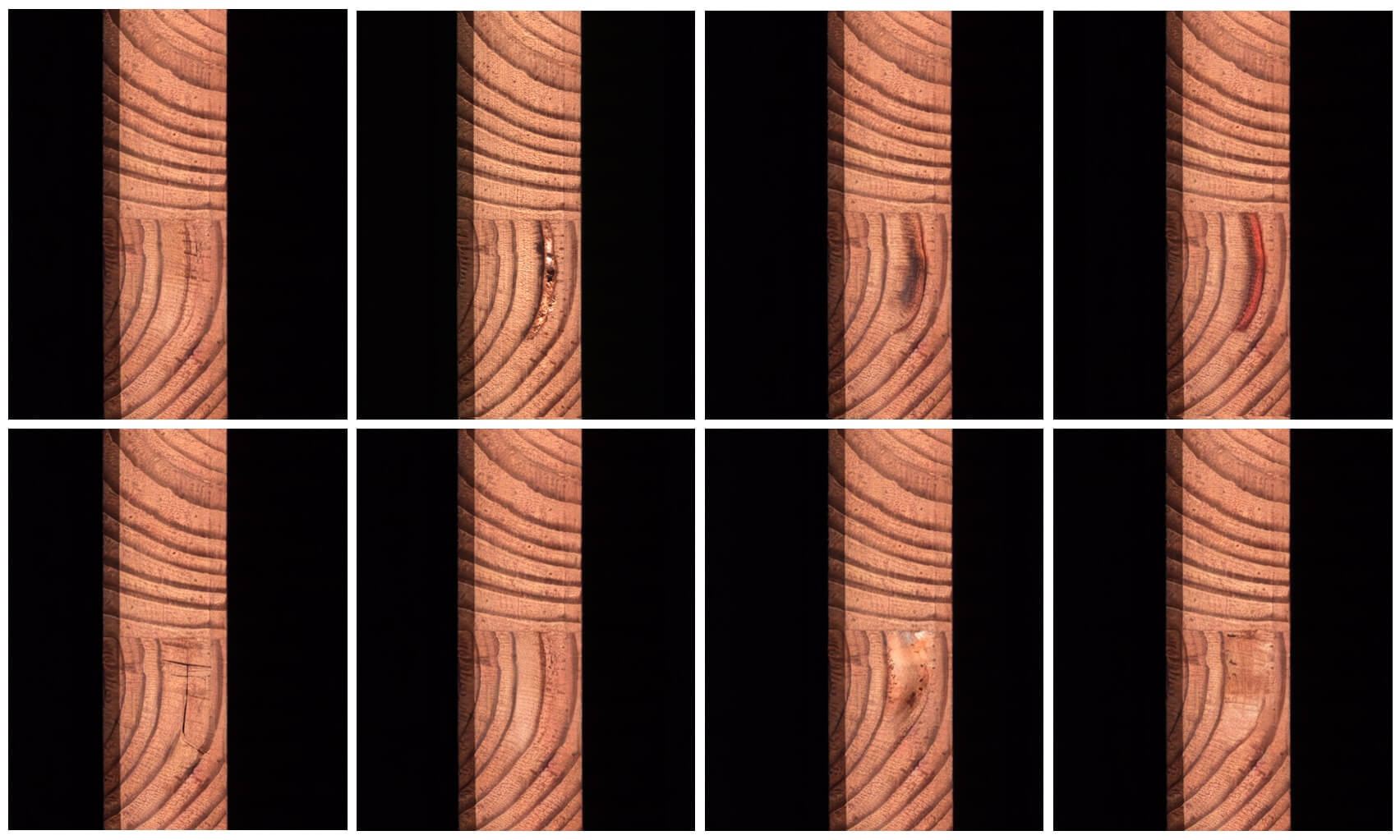
In order to test the vision system, it is nice to have a number of parts with marginal defects. These can be run through the system, and the response should always be the same.
Vision systems find its way into many factories. It is a reliable and effective way to automate your production. The quality will be improved and the savings can be significant.